






NEWS&EVENTS
The lid of the rotary anode copper melting furnace is opened and closed by a crane or a special lid opening and closing device. Since the opening and closing is only carried out during loading and slag pouring, each furnace is not opened and closed frequently, and the opening and closing by a crane is a simple and reliable method.
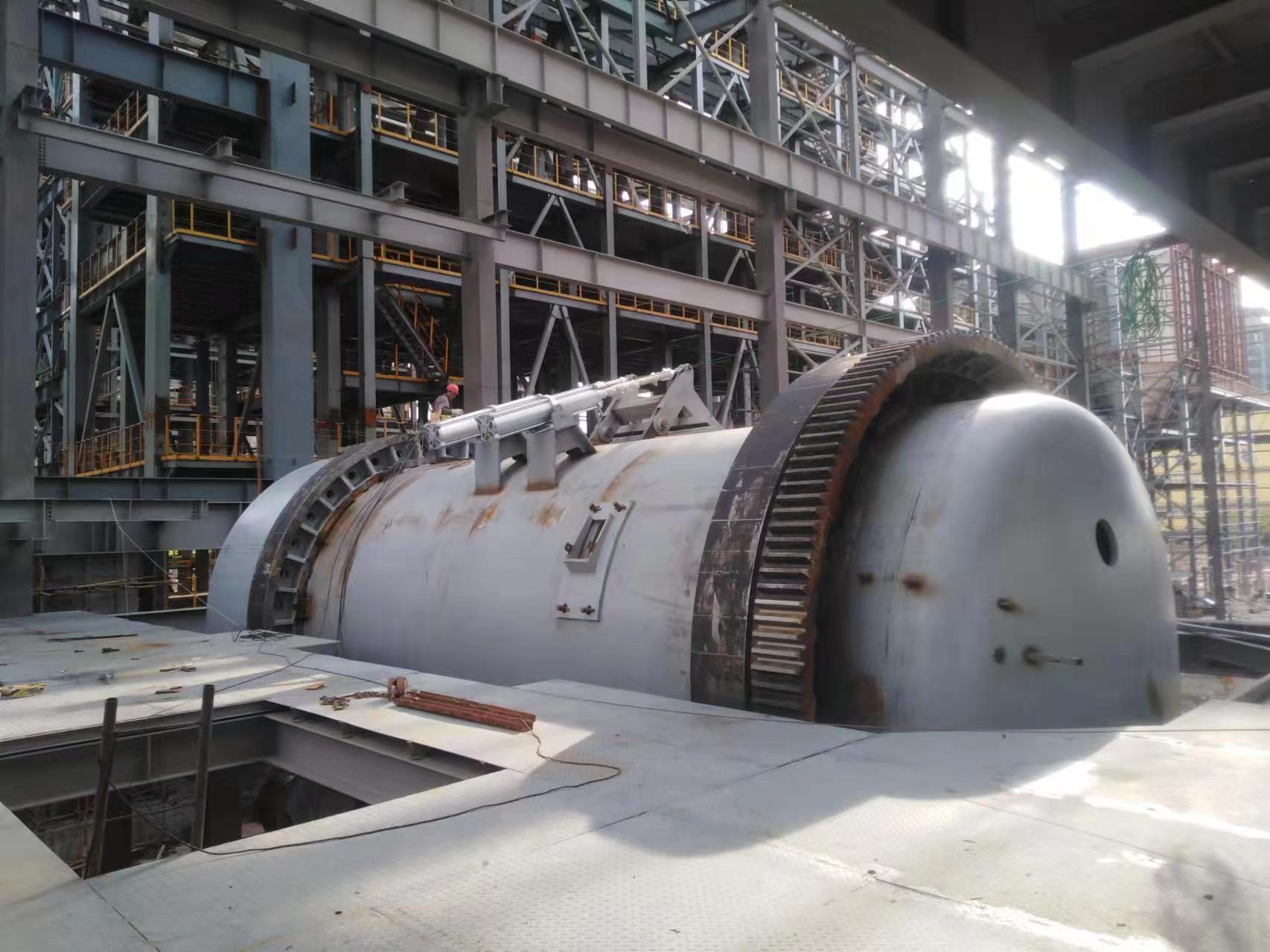
The opening position of the redox port depends on the length of the furnace. Generally, one is opened on each side of the furnace mouth. The spacing should be considered to facilitate the blowing of slag to the slag pouring port when pouring slag after oxidation. The inclination angle of the redox port should be adapted to the depth of the oxidant or reductant into the liquid surface. Since the brickwork loss near the redox port is serious, when designing the shell, the bricks and inserted pipes in this part should be considered to facilitate maintenance and replacement. The design of the cylinder end plate mainly considers that the two end walls of the rotary anode furnace are closely combined with the brickwork of the cylinder. Otherwise, copper leakage accidents will occur. Due to the thermal expansion and contraction of the masonry (temperature fluctuations during the furnace), the connection between the end plate and the cylinder adopts a spring tensioning device. The preload force of the spring must meet certain requirements. The strength of the spring should ensure the maximum pressure requirement that the brick body can withstand after thermal expansion. Driving device: According to the process operation requirements, the rotary anode furnace needs to rotate in both positive and negative directions. The rotation speed should not only consider the requirements during normal operation, but also the rotation under accident conditions.
The rotary anode copper melting furnace can rotate 360° around the axis, but the general rotation angle only needs to be around 120°, that is, the rotation of the furnace is controlled by the limit switch between the slag pouring position at the furnace mouth and the copper outlet position. The furnace generally uses normal drive during blowing, and only uses slow drive during casting. The accident drive is used when the AC power fails.